





PILOT PLANT OBJECTIVES
The EPA Membrane Filtration Guidance Manual (2005) has a detailed discussion of pilot plant testing which the reader may wish to consult. This section summarizes the EPA manual as well as common practice. Note that pilot testingPilot testing: Pilot testing is the use of treatment units significantly smaller than the full scale plant but which would mimic the treatment of the full scale plant in order to determine design and operational factors. is different than challenge testingChallenge testing: Challenge tests are conducted to determine the efficiency of removal of target particulates such as a microbe or a surrogate in order to calculate the log removal value of the membrane module.. Challenge testing is a broader based testing on a specific membrane product as part of the LT2ESWTRLT2ESWTR: The Long Term 2 Enhanced Surface Water Treatment Rule (LT2ESWTR) is an EPA regulation targeting control of Cryptosporidium and other microbial contaminants. It mandates treatment efficiency, i.e., log removal values, and gives credit to various treatment technologies to achieve the needed treatment efficiency. requirements. One should also note that the greater installed base of membrane systems and experience with them has diminished the needs for pilot plant testing. However, the considerations below are still useful to understand.
Pilot testing is often conducted on-site for proposed new MFMicrofiltration (MF) membranes: Microfiltration membranes are typically hollow-fibers with a pore size range of approximately 0.1 – 0.2 μm (nominally 0.1 μm)./UFUltrafiltration (UF) membranes: Ultrafiltration membranes are typically hollow-fibers with a pore size range of approximately 0.01 – 0.05 μm (nominally 0.01 μm). membrane systems in order to collect data and information for the design and operation of the system. To the extent possible, the pilot plant should include all the pretreatmentPretreatment: In membrane treatment systems, pretreatment encompasses all treatment processes prior to the membrane, e.g., strainers, flocculation, and sedimentation. and cleaning process and operations envisaged for the full scale plant. A comprehensive and detailed plan for pilot testing is critical for optimal results. The plan should include details on
1) The tests to be conducted to optimize the fluxFlux: Flux is the flow rate of water applied per unit area of the membrane and has units of volume/unit area/time. and backwashingBackpulse or backwash: 1) Backwash is a procedure in which periodically the flow direction is reversed through the membrane for a short period of time in order to remove particulates accumulated at the membrane surface. 2) Backwash also refers to the waste water produced as a result of the backwash procedure. and chemical cleaningClean-in-place (CIP) or in-situ chemical cleaning: Clean-in-place is a procedure performed periodically to clean a membrane more thoroughly than backwashing can achieve in order to restore the permeability of the membrane towards baseline levels. The process uses chemicals such as citric acid and chlorine or others to remove accumulated foulants on the membrane. processes,
2) The samples to be collected and analyzed for water quality including microbial samples,
3) Integrity testing, and
4) Cost information.
It is advisable to work with the state regulatory agency in devising the pilot testing in order to help insure the state will be satisfied with the testing and to help facilitate a smooth permitting process.
Importantly, MF/UF systems are generally proprietary systems that do not have interchangeable membranes. The engineer and utility will need to screen equipment vendors prior to selecting a system to pilot test. Criteria for screening include:
• Treatment and operational goals and constraints for the equipment to meet,
• Previous history of the membrane system at similar sites and the equipment vendor's overall experience with similar waters and facilities,
• Whether the chemicals that are expected to be used, e.g, the oxidant (e.g., chlorine or ozone, etc.), coagulantCoagulant aids: Coagulant aids are often polymers used to assist primary coagulants such as alum or ferric salts in order to achieve better settling or better filtering flocs. (e.g., alum, ferric chloride, PAC, or polymers), or any other chemicals are compatible with the membrane,
• Whether the expected source water pH, solids, and TOCTOC: TOC stands for total organic carbon in a water. are compatible with the membrane,
• Whether there was previous approval by the state regulator for the membrane,
• Challenge testing results,
• If there are any required proprietary equipment and chemicals which may cause cost and procurement concerns,
• If there are any other unusual requirements such as frequent membrane replacement or high electric power or chemical use.
Multi-season pilot plant testing is desirable if the budget allows and if there is little data for similar sites and equipment. Indeed some states require multi-season pilot testing. Surface water quality including turbidityTurbidity: Turbidity is a measure of the cloudiness of a water as well as a gross measure of the amount of suspended solids in a water. and taste and odor typically changes with the seasons, e.g., higher algal populations and water demands in the summer, turnover of reservoirs and lakes in fall and spring, leaf fall and decay in the fall, and colder water temperatures which affects flux and TMPTransmembrane pressure (TMP): The transmembrane pressure is the difference in pressure between the feed water side and filtrate side of a membrane. during the winter. Additionally, piloting the system through at least three cleaning cycles is recommended which would mean operating for at least 90 days assuming 30 day cleaning cycles. But 4 to 7 months operation would be preferable. In all cases, the state regulatory agency must be consulted for their requirements.
Usually the main goal of pilot plant testing is to choose an appropriate design flux rate but also balancing the flux rate with operational parameters such as frequency of backwashing and cleaning and their consequent waste streams. The higher the flux rate, the fewer the membrane units required and thus the lower will be the capital costs. But higher flux rates typically come with higher operational costs from more frequent backwash and chemical cleaning and perhaps even membrane replacement. The limited resources available for pilot plant testing means that the chosen design and operational parameters may not be the absolute optima but they will typically give a much better designed system than without pilot testing. Discussion of pilot testing to determine flux, backwash frequency and chemical cleaning frequency follow.
Membrane flux. Usually the starting point for choosing the best design flux is the manufacturer's recommendation which will be based in part on data on the following raw water quality variables: calcium, iron, magnesium, manganese, silica, algae, pH, temperature, TOC, TSSTSS: TSS stands for total suspended solids and is a measure of the amount of particulate material in a water. It is usually determined by measuring the mass of particulates captured in the laboratory on a membrane filter, e.g., a 0.45 μm membrane filter., turbidity, and UV-254UV-254: UV254 is a test that measures the amount of ultraviolet light absorbance at a wavelength of 254 nm. It is a gross measure of the organic material in a water that can form disinfection-by-products.. If resources permit, the initial flux rate for pilot testing would be on the low end of the recommended range, i.e., conservative and then increased based on the observed rate of fouling/TMP increase. The flux rate can be increased after a chemical cleaning, or if little increase in fouling/TMP is seen, then perhaps increased during a run. If possible, flux and backwash frequency should not be adjusted together in order to more clearly see the effects of each variable.
Backwash. As with flux, the manufacturer can provide a recommended backwash frequency. The engineer and utility should also be aware of any manufacturer recommendation for using chlorine in the backwash in order to reduce membrane foulingMembrane fouling: Membrane fouling in microfiltration and ultrafiltration is the accumulation of particulates on the membrane surface or within the membrane that inhibits the flow of water through the membrane and leads to a higher transmembrane pressure or reduction in flux. ("chemically enhanced backwash (CEB)") or acid or caustic addition in order to remove inorganic and organic foulants respectively. Such chemicals may impact backwash disposal options. The frequency of backwash can be fine tuned during pilot testing. The economics again is a balance between more frequent backwash which can mean a higher possible flux rate and longer membrane life but will also mean lost water production and increased waste volumes and possibly higher chemical use.
Chemical cleaning. As above, the manufacturer should be able to provide a recommended chemical cleaning procedure which pilot testing can then evaluate and perhaps optimize. Although chemical cleaning is necessary for controlling long-term fouling and restoring the membrane flux, it involves operator time and effort, results in down time and lost production, has chemical costs, and produces chemical wastes. Thus, the goal is to minimize the frequency of chemical cleaning while still being able to restore the flux and control long-term fouling without damaging membrane integrity. Typical chemical cleaning frequencies are 30-60 days for MF/UF systems. Operating the membranes at a higher flux rate will typically mean more frequent chemical cleaning. The pilot testing should include at least one chemical cleaning and desirably two especially if the membranes are new since the first cleaning of a new membrane may be quite different from subsequent cleanings. Including chemical cleaning in the pilot testing can demonstrate its effectiveness in restoring membrane flux. Desirably, the chemical cleaning conducted during pilot testing would be done one step at a time with an evaluation of that step's impact on restoring flux. E.g., prior to cleaning the membrane, clean water can be sent through the membrane at several flows/fluxes and the TMP recorded for each flow/flux. Then citric cleaning could be performed and again clean water filtered through the membrane at several rates and recording flow/flux vs TMP. A plot such as shown in Figure PD.9 could be generated showing the recovery of flow/flux vs TMP after each cleaning step. In this graph, a more shallow slope is better since it means more flow/flux is achieved a lower TMPs. Thus the graph shows progressively lower slopes after each cleaning step. Ideally, the graph of flow/flux vs TMP after completion of chemical cleaning would match the graph from previous cleanings which would mean that the membrane flux has been restored to its best achievable condition.

Figure PD.9. Sample Chemical Cleaning Test Profile (USEPA 2005).
After cleaning, a direct integrity testDirect integrity test: A direct integrity test refers to the process usually performed daily to detect breaches in the membrane system. Integrity tests are pressure-based or marker-based. should be conducted prior to returning the unit to service. EPA (2005) suggested an overall pilot testing plan as shown in Figure PD.10 below.
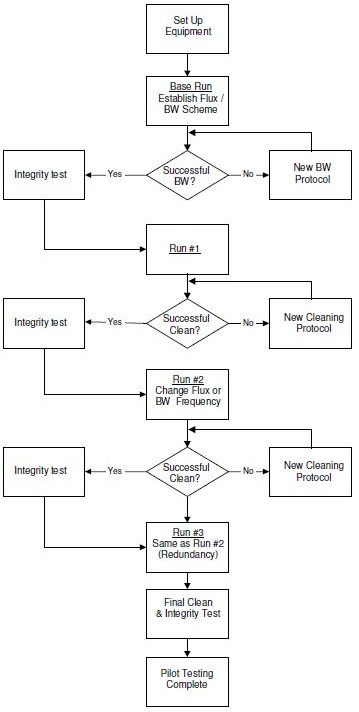
Figure PD.10. Sample Pilot Study Sequence Overview (USEPA 2005).
Collecting monitoring data is of course critical to evaluating the pilot testing. The following parameters should be monitored "continuously" if possible:
• Elapsed run time
• Pressure (feed, filtrateFiltrate: Filtrate is the water that has passed through the membrane.)
• Flow (feed, filtrate)
• Temperature (feed or filtrate)
Additionally, data from the backwash and chemical cleaning processes should be collected, e.g., flows, volumes, times, and chemical use. The water quality parameters to collect may vary depending on the site but generally should include those shown in Table X.1. Also, the backwash flow should be sampled weekly for TSS and turbidity.
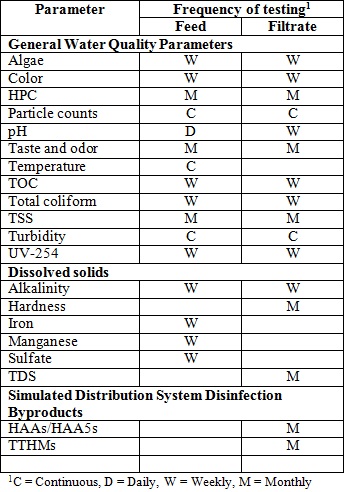
Table X.1. Suggested Water Quality Sampling Schedule for Membrane Piloting (USEPA 2005).
Importantly, the state should be consulted regarding whether challenge testing is required to demonstrate CryptosporidiumCryptosporidium: According to the U.S. Center for Disease Control, Cryptosporidium is a microscopic parasite that causes the diarrheal disease cryptosporidiosis. Both the parasite and the disease are commonly known as "Crypto." There are many species of Cryptosporidium that infect humans and animals. The parasite is protected by an outer shell that allows it to survive outside the body for long periods of time and makes it very tolerant to chlorine disinfection. While this parasite can be spread in several different ways, water (drinking water and recreational water) is the most common method of transmission. Cryptosporidium is one of the most frequent causes of waterborne disease among humans in the United States. removal efficiency if the utility is seeking to use the membrane for that purpose under the LT2ESWTR. Furthermore, integrity testing should be done daily and the state regulator should be consulted for any specific requirements.





